定型機、涂層機專業生成廠家無錫前洲興華機械2022年3月16日訊 織物后整理采用雙均勻軋車系統后,濕布可直接通過軋車得到成品。根據生產實際,闡述了均勻軋車系統的工作原理和優勢,分析了均勻軋車濕布直接成品在色差、拒水性和牢度等方面的表現。
作者:曾 智
傳統的后整理工藝,染色流程為:出缸→濕 布→烘干→制軟固色。其生產流程長、能源消耗大 ,在倡導節能降耗、綠色環保的現代大環境下 ,落后、常規的生產工藝愈來愈不能滿足新時代的環保要求;再則 ,印染行業利潤薄,生產成本高 ,企業生存壓力大,精減流程、優化工藝已勢在必行。
均勻軋車已在印染行業使用多年,但在后整處理上用得不是很多,尤其兩組 均勻軋車過漿定型的使用比較少。均勻軋車出的特點是,軋染織物左、中、右壓力一致,經過加工的織物色差小、品質穩定。針對這一優勢,很多染整企業開始引進雙均勻軋車設備,烘干與成品定型同步完成 ,精減專門的烘干工序,既降低了生產成本,又能達到客戶的品質要求和標準,從而提高了企業經濟效益。
1.1工作原理
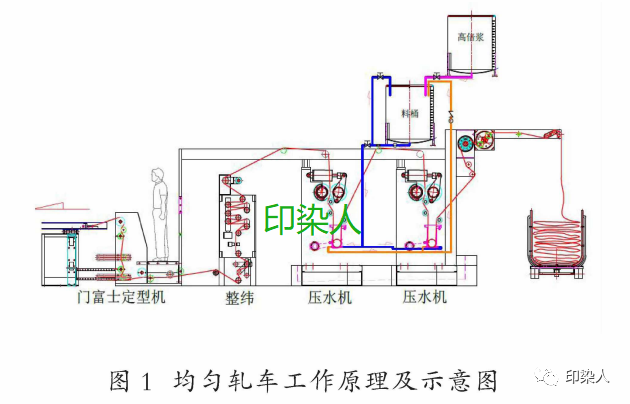
雙均勻軋車系統是由兩組均勻軋車組成,前一組軋車壓力大,主要功能把濕布里面的水分擠壓出來,減少織物的含水量,降低軋余率,后一組軋車的硬度及壓力比前組要低一些,主要功能是由織物經過軋槽內的漿液,充分吸取漿料,提高軋余率;前后兩組軋車的軋余率之差形成壓差,依據壓差和標準軋余率 (80% ) 調節高倍料桶助劑的濃度,織物經過烘干定型,達到客戶要求的品質和標準。均勻軋車系統及工藝流程圖見圖 1。
1.2 均勻軋車系統的優點
均勻軋車的優點是 :定型前不需要烘干,濕布直接定型成品;減少烘干過程 ,提高生產效率,提高了布料左中右以及前中后質量的穩定性 。
1.3 應用范圍及新舊工藝比較
均勻軋車非常合適對柔軟、硬挺、防水、吸水、防菌和防卷口兒等織物的工藝處理。傳統工藝與新工藝的比較可以從圖 2的示意圖中看出,很明顯,其工藝流程大為縮短了,省電省水省工。


圖 2 均勻軋車系統工藝與傳統工藝對比示意圖
選取 3種布類,同缸布各抽一車,分別用均勻扎車及普通扎車生產,生產的扎液率數據結果如表1所示。

通過比較可知,普通軋車帶液量低,壓差小,約為1%~2%,織物吸取的漿料少,助劑只依附于織物的表面,未滲透纖維內部;而均勻軋車左中右軋余率穩定,帶液量高,壓差較大,約20%左右,織物吸取的漿料多,由表面并滲透于纖維的內部,再通過調節高倍漿的濃度,使織物充分吸取漿料,達到客戶的品質要求。
3.1疋差穩定性評估
濕布均勻軋車成品疋差對比 ,以客戶提供的 L/D 為參照電腦對色,分別 1、5、10、15、20疋來評估色差 。具體情況見表2。

表 2 中,DE代表總色差,DL代表亮度差,DC 代表飽和度差,DH代表色相差。
從表 2 可得出,運用均勻軋車濕定成品,疋與疋之間色差較小,檢測結果是穩定的。
3.2 拒水性評估
利用 、羅紋和雙面濕布制軟成品,評估疋與疋之間的拒水情況,見表 3。

依照本廠標準 (35s以上達標)考測 ,實驗做出的拒水時間都超過35s以上,是達標的,且疋與疋之間拒水時間穩定,也從側面應證了均勻軋車制軟的穩定性。
3.3 氯水牢度評估
同缸布分成二部分,一部分烘干后加固色劑成品,另一部分由濕布直接加固色劑成品,評估氯水牢度的表現。企業為3.5~4.0級,具體氯水牢度評估見表4。

烘布后成品與濕布均勻軋車加固色劑成品的氯水牢度,都可以達到3.5~4.0級,牢度是達標的。均勻軋車濕定成品,疋與疋之間的牢度也是穩定的
3.4 色牢度評估
色牢度評估情況見表5。

依照客戶訂單的測試要求,跟進耐水洗牢度、汗漬牢度、耐干濕擦牢度,均勻軋車濕定成品,可以達到客戶要求的測試標準, 滿足客戶的需求。
后整理運用均勻軋車系統濕布直接成品,不僅節省了干布工序,而且可以達到客戶的各項品質要求及標準;節省了時間、降低了成本,提高了企業的經濟效益 。
印染人整理自《科研與生產》2018年8月第8期
 |
聯系我們 Contact Us
如果您對我公司產品有任何疑問,請致電 |
 |
客戶服務 Customer Service
免費服務溫馨體貼:免費提供設計方案、免費提供安裝指導。 |
 歡迎掃描關注微信公眾號 |

