剝色,即利用化學作用破壞纖維上的染料使之不能發色。各種剝色方法都是利用染料與纖維形成的共價鍵有限的耐氧化、耐堿、耐氯漂等性能。使其化學鍵斷裂,染料從纖維上脫落下來,從而使織物表面顏色變淺。
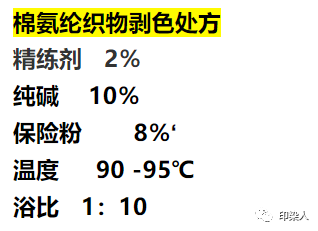
棉織物剝色一般采用保險粉-燒堿法,而對于棉氨綸織物來說,由于其中含有3%~5%的氨綸纖維,氨綸不耐強堿,尤其在高溫條件下,燒堿對氨綸起分解作用,故棉氨綸織物整理加工需盡量降低燒堿濃度,且溫度不宜過高。生產中常常采用純堿代替燒堿,由于堿性較弱,對氨綸作用較為緩和。
1.氧漂處方
織物經剝色后往往白度不夠,達不到染色要求。剝色后重染淺色時,對織物的白度要求更高。因此,織物剝色后漂白會得到較好的白度。因織物中含有氨綸,氨綸纖維在次氯酸鹽溶液中會以氮一氯結合而使纖維損傷泛黃,損傷嚴重。所以對含有氨綸的織物漂白不可用含氯漂白劑。而氨綸對含氧漂白劑有較好的穩定性,但溶液中過氧化物濃度不可過高。同樣,考慮到燒堿會對氨綸纖維有較大損傷,故漂白時采用純堿,作用較為緩和,織物彈性不會有明顯影響。
棉氨綸織物漂白處方
H202 4%
2.氧漂工藝
雙氧水漂白:棉氨綸彈性織物經過上述剝色漂白工藝處理后,由于織物本身具有較大彈性,且剝色、漂白時用純堿代替燒堿,作用較為緩和,織物彈性和強力沒有明顯影響。
除此之外,保險粉剝色-雙氧水漂白法,棉氨綸織物脫色后不會出現泛黃現象,加工效果較好。漂白處理后,織物表面雙氧水必須徹底去除,否則在復染時有可能造成色淺、色花。織物上殘留雙氧水及純堿,先用90℃熱水處理,再分別用2%除氧酶60℃處理5min:再用0.5%醋酸溶液70℃處理5min,然后再充分水洗,徹底去除織物表面的殘留物。
染色通常采用溢流染色機或噴射溢流染色機,復染時染料按原處方增加15%,其它助劑用量及工藝條件不變。織物經過剝色漂白處理后比未染色、未剝色的半制品更白,因此復染需增加染料濃度。
1.色光修正及注意事項
色光修正原理
如果染色織物色光不符合要求時,需要進行修色。色光修正依據是余色原理,所謂余色,指的是某兩種顏色具有相互消減的特性。例如:紅和綠,黃和紫。如果織物紅光太重,就可以加入少量綠色染料如翠藍來削減。但余色原理只用來微量地調整色光,如果用量太大,反而會影響色澤深度及鮮艷度,一般最大用量在0.3%左右。
修色方法,常見的修色方法有如下:
a.水洗:用于染色成品布,因其色光稍微偏深,浮色較多,皂洗牢度不太理想的回修布進行修色。
b.淺剝:用于半成品織物顏色偏深l0%~30%;參照染料剝色工藝,但條件要比正常剝色工藝溫和,各剝色劑和助劑用量均較小。
c.正常剝色:用于半成品及染色織物顏色偏深許多或者色斑色次無法直接修色。
d.軋增白劑:適用于染色成品布的紅光偏重,特別對還原染料所染的成品布,中、淺色時修色效果更加明顯。
e.翠藍法:適用于漂白織物紅光過重,常常采用0.01%~0.1%的翠藍染料消去部分紅光,使得色澤色光純正。

 |
聯系我們 Contact Us
如果您對我公司產品有任何疑問,請致電 |
 |
客戶服務 Customer Service
免費服務溫馨體貼:免費提供設計方案、免費提供安裝指導。 |
 歡迎掃描關注微信公眾號 |

