1 引言
定型機專業生成廠家無錫前洲興華機械2019年11月13日訊 隨著紡織行業的發展,各種涂層面料也層出不窮,品質也參差不齊。涂層面料是一種經特殊工藝處理的面料。利用溶劑或水將膠片等溶解成流涎狀,再以某種方式(圓網、刮刀或滾筒)均勻的涂在布料上,然后再經過烘箱內溫度的固著,使在面料表面形成一層均勻的覆蓋膠料,從而達到防水,防風,透氣等功能。
而在實際生產過程中,多種顏色的服裝部件組成的服裝在儲存中,染料有時會由一個區域轉移到另一個區域,通常是較深的顏色向較淺的顏色轉移。
這種現象與升華不同,因為它發生在溫度低于染料的升華溫度和非升華染料情況下。當服裝折疊起來,不同顏色相互緊密接觸時,染料會發生轉移。通常潮濕條件下的染料轉移量會增加,因此在濕熱天氣或衣服在汽蒸過后立即儲存,問題會更嚴重。用塑料袋儲存可保持服裝環境最初的相對濕度,是否會加重或減輕染料轉移取決于服裝入袋時的條件,而這些現象以滌綸涂層面料尤為明顯。
針對這問題,可用AATCC 163-2007《色牢度:儲存中的染料轉移 織物到織物》方法進行測試分析。

2 染料轉移與耐干熱色牢度的區別
染料轉移是指多于一種顏色的服裝在儲存中有時會發生染料由一個區域向另一個區域轉移,通常是較深的顏色向較淺的顏色轉移。這種現象與升華的不同之處在于前者發生在溫度低于染料的升華溫度和不能升華的染料情況下。而染料轉移與染料本身分子結構有關,與染料的升華牢度沒有絕對的關系,因為兩者產生的機理不同,相反耐干熱色牢度好的染料轉移并不好。
3 產生染料轉移的原因
3.1染色原因
滌綸染色時一般是使用分散染料在高溫高壓條件下染成,而在染色時會加入勻染劑等其它助劑。由于助劑的影響,分散染料能產生泳移,這種現象也可能出現在染色物長期儲存中。當染色時廣泛使用助劑(即非離子表面活性劑),是導致分散染料泳移現象的主要原因,因滌綸纖維與分散染料都是非離子性,大量存在的非離子活性劑作為分散染料的第二溶劑,會導致部分溶解或全部溶解分散染料,使分散染料不能凝聚成締合體,反而將其增溶于膠束核內,由于沒有極性,在滌綸纖維毛細管內自由移動,加速染料從纖維內部向表面遷移,造成牢度下降。針對這問題已逐步開發出防染料轉移的分散染料以及推出親水性氨基硅油,用這類氨基硅油柔軟劑,因為不存在非離子表面活性劑,可以解決染料泳移問題。所以使用耐熱遷移的分散染料和不含非離子表面活性劑,分散染料在滌淪染后熱遷移將得到較好解決。
3.2后整理原因
3.2.1定型過程因素:在定型過程中染料未經過高溫升華到織物表面,在后期加工過程因環境變化而引起染料遷移,造成色牢度降低。
3.2.2還原清洗因素:在定型后未對織物清洗,還原清洗處理的目的是為了去除織物表面的浮色,以提高織物的摩擦牢度、水洗牢度、升華牢度和染料遷移牢度。
3.2.3 涂層過程因素:
3.2.3.1 壓光:在涂層時為了節約用膠量或使上膠后布面效果平整,在上膠前進行壓光處理,壓光溫度一般為150~180℃,經過壓光后染料可能被升華了,造成織物表面浮色。
3.2.3.2 助劑:在涂層時為了提高涂層附著強度,在膠水里加入某種助劑以提高膠的附著能力,而這些助劑一般呈非離子性,對分散染料有一定的溶解。
3.2.3.3色膏:由于膠水和色膏質量問題,上膠壓光后色牢度下降。
3.2.3.4 膠材質:涂層面料用膠材質主要分PVC膠、PU膠、半PU膠三大類,而涂層面料顏色遷移現象主要發生在聚氯乙烯產品中。對PVC涂層面料來說。PVC顆粒分散在增塑劑中,在加熱時,樹脂吸收增塑劑,發生交聯反應而固化,在織物表面形成一個PVC薄膜,與纖維分子牢固結合。當塑料中增塑劑和顏料的添加量增多時,塑料分子間的距離增大。結構疏松,加上色粉分數不良,容易在溶膠中發生遷移現象。因此,涂層面料生產時注意盡量減少增塑劑和顏料的添加量,提高分散性。
3.2.3.4其它原因:涂層后織物沒完全被烘干就直接包裝,布面上可能還殘留溶劑(甲苯或丁酮或水)而影響色牢度。
3.3成衣加工儲存原因
3.3.1 在面料儲存中,倉庫的環境太悶熱或潮濕。
3.3.2 服裝制作中,蒸汽熨燙時衣物上殘留水分,就把半成品堆積在一起,加上車間空氣悶熱引起染料轉移。
3.3.3 成品整燙未等水分干燥就直接包裝,這也是造成染料轉移的因素,所以須等干燥后再進行包裝,最好在包裝袋中加一小包干燥劑。
4 測試方法及條件
色牢度:儲存中的染料轉移 織物到織物AATCC 163-2007,方法I,溫度(24℃±3℃)或(50℃±3℃),放置時間48小時,蒸餾水50ml。
4.1 適用范圍:在儲存過程中,不同顏色紡織品之間的顏色遷移。
4.2 原理:將經過染整整理的試樣夾在預濕處理后的多纖維貼襯織物及另一選定的織物中間,在室溫下放置于汗漬架中48h,干燥后評級。
4.3 儀器與材料:AATCC耐汗漬色牢度儀,可裝下汗漬架的拉鎖聚乙烯塑料袋,多纖維貼襯NO.10,與試樣組分相同的白色織物,蒸餾水或去離子水,容積為50ml燒杯。
4.4 試樣準備:57mm ×57mm的染色織物試樣;57mm ×57mm的多纖維貼襯:57 mm ×57 mm白布試樣。
4.5 操作程序:
4.5.1先將多纖維貼襯和所選白色織物浸入24℃±3℃的蒸餾水或去離子水中.浸泡.掌握織物吸液率在 100% ~ 110% 范圍內(一般以懸掛時無水滴為宜)。注意試驗前不要對試樣進行預濕處理.然后將試樣夾在預濕處理后的多纖維貼襯和所選白色織物之間.成為組合試樣。用汗漬色牢度儀夾持器夾持組合試樣.使其受壓約12.5kPa。將夾持器和裝有50 mL蒸餾水的蒸發皿裝入聚乙烯塑料袋中,密封后在室溫24℃士3℃下放置48 h。然后取出試樣和貼襯,在室溫下干燥。
第一組試驗:

1#樣品:一塊黑色滌綸面料(加非離子表面活性劑)
2#樣品:一塊黑色滌綸面料(加親水性氨基硅油)
3#樣品:一塊黑色滌綸面料(PVC涂層)
4#樣品:一塊黑色滌綸面料(PU涂層)
第二組試驗:
1#樣品:一塊紅色滌綸面料(加非離子表面活性劑)
2#樣品:一塊紅色滌綸面料(加親水性氨基硅油)
3#樣品:一塊紅色滌綸面料(PVC涂層)
4#樣品:一塊紅色滌綸面料(PU涂層)
第三組試驗:

1#樣品:一塊藍色滌綸面料(加非離子表面活性劑)
2#樣品:一塊藍色滌綸面料(加親水性氨基硅油)
3#樣品:一塊藍色滌綸面料(PVC涂層)
4#樣品:一塊藍色滌綸面料(PU涂層)
4.5.2先將多纖維貼襯和所選白色織物浸入24℃±3℃的蒸餾水或去離子水中.浸泡.掌握織物吸液率在 100% ~ 110% 范圍內(一般以懸掛時無水滴為宜)。注意試驗前不要對試樣進行預濕處理.然后將試樣夾在預濕處理后的多纖維貼襯和所選白色織物之間.成為組合試樣。用汗漬色牢度儀夾持器夾持組合試樣.使其受壓約12.5 kPa。將夾持器和裝有50mL蒸餾水的蒸發皿裝入聚乙烯塑料袋中,密封后在室溫50℃士3℃下放置48 h。然后取出試樣和貼襯.在室溫下干燥。%
第四組試驗:

1#樣品:一塊黑色色滌綸面料(PVC涂層)
2#樣品:一塊黑色滌綸面料(PU涂層)
3#樣品:一塊紅色色滌綸面料(PVC涂層)
4#樣品:一塊紅色滌綸面料(PU涂層)
5#樣品:一塊藍色滌綸面料(PVC涂層)
6#樣品:一塊藍色滌綸面料(PU涂層)
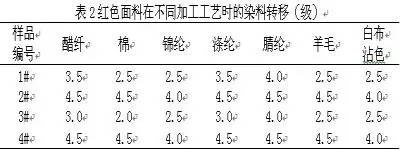
4.2 結果與分析
表1~表4分別為各不同顏色樣品在加工助劑不同、涂層材質不同及儲存環境不同條件下的測試結果。根據測試結果可初步判斷從面料成分的染色過程、后整理加工、成衣加工過程及儲存環境對染料轉移的影響是存在的。
5 結語
紡織品顏色遷移現象是由于紡織品中染料泳移造成的。紡織品色牢度是指有色產品顏色抵抗外界各種作用而不變色的能力,而顏色遷移現象不僅與紡織品本身的色牢度有關,而且與被遷移材料的材質以及相關的生產工藝、環境因素等密切相關。從結果看,顏色遷移屬于紡織品色牢度范疇,但與紡織品色牢度相比,顏色遷移是一個更為復雜的過程,涉及的因素較多。因此,評價紡織品顏色遷移程度應結合實際情況區別對待,選取適宜的方法進行檢測、評價。在檢測報告中盡可能全面地說明相關試驗信息。應保證在儲運中產品的包裝不破損,產品不沾污、不受潮,避免陽光直射,防雨淋,保證清潔,禁止與酸、堿、油類以及有機溶劑等影響涂層質量的物質接觸,置于干燥和通風環境中。
參考文獻:
[1] 程立軍,戴金蘭.紡織品顏色遷移及其檢測技術The Color Migrationof Textiles and Related Testing Methods[D].紡織導報;,2006(08)
[2] 王宜滿.織物上染料遷移性能測試方法研究[D].檢測與標準,2009(10):63-66
[3] AATCC163-2007色牢度:儲存中織物間的染料轉移
 |
聯系我們 Contact Us
如果您對我公司產品有任何疑問,請致電 |
 |
客戶服務 Customer Service
免費服務溫馨體貼:免費提供設計方案、免費提供安裝指導。 |
 歡迎掃描關注微信公眾號 |

