1 前處理
興華涂層機2017年12月12日訊 在織造時為了減少摩擦和增加經向強力,PTT織物必須經過上漿上油處理,常見的漿料有丙烯酸酯類和聚乙烯醇,油類主要有礦物油、酯化油、蠟質、非離子表面活性劑。
為了方便后續的染色,織物必須經過前處理,PTT纖維的前處理可以分為三種:平幅退漿、繩狀退漿、冷堆退漿。
繩狀退漿主要用溢流染色機或噴射染色機來做,繩狀退漿的優點在于處理時經向不受張力,手感蓬松。
平幅退漿主要用長車精煉機或卷染機來做,它的優點在于它退漿時緯向收縮均勻,不易起收縮印,但手感較板。
冷堆工藝的優點在于能耗低,退漿除油均勻,不易擦傷,手感軟,缺點是流程長。
1.1 繩狀退漿(溢流染色機)
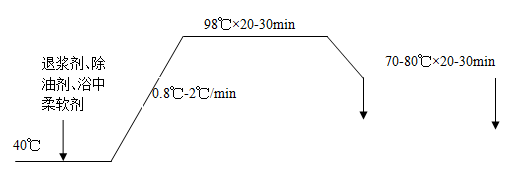
處方:
退漿劑DM-1320: 1-2g/L;
除油劑DMA-112: 1 g/L;
浴中柔軟劑DXB-626: 1-2 g/L;
NaOH: 2-5 g/L,
注:NaOH用量可以根據客戶手感和克重需求提升用量加大堿減量。
注意事項:
a.缸內處理時必須要正面包縫,以兩碼為一個縫頭(縫合時不能全部縫合上,第一是防止兜水,第二是要保持布身所包的氣體能夠及時排除而防止布漂浮在水上與上缸頂摩擦),防止布與缸壁產生摩擦而擦傷。
b.浴中柔軟劑要適量,某些染廠認為加多會降低織物的擦傷,但加多會導致纖維滑移而點披。
c.若經向或緯向有氨綸絲,則應將升溫速率降為0.8-1℃/min,因為PTT為熱縮性纖維,若升溫速率大,易產生收縮皺印,這種皺印在后續預定型時是難以拉開的。
d.注意缸量,注意噴嘴壓力和噴嘴大小,200克以下800-1000米/缸左右,轉速200-250米/分鐘。
e.水洗要充分,以防止水洗不勻而產生堿斑和色花。
1.2 平幅退漿(精練機)
預濕槽1(30-40℃)→精練槽2(70-80℃,退漿劑DM-1320:2-4 g/L,除油劑DMA-112:1-2 g/L,螯合分散劑DM-8108:1-2 g/L,NaOH:5-10g/L)→精練槽3(90-98℃,退漿劑DM-1320:2-4 g/L,除油劑DMA-112:1-2 g/L,螯合分散劑DM-8108:1-2 g/L,NaOH:8-10g/L)→水洗槽4(70-80℃)→水洗槽5(50-60℃)→水洗槽6(冷水)
注意事項:
a.控制好整車張力,防止擦傷與極光印。
b.控制好車速,不要太快,以防止精練不透。
c. 助劑用高位槽化好料,用泵抽入精練槽中,而不用壓力差來使助劑自然流入,以防止液面高度差產生壓力不一而流速不均。
1.3 平幅退漿(卷染機)
干布進缸,進水,走一道使布張力均勻,加退漿劑DM-1320:1-2 g/L,除油劑DMA-112:1 g/L,螯合分散劑DM-8108:1 g/L,NaOH:2-5g/L。
40℃×1道,60℃×1道,80℃×1道,98℃×5-7道。排液,80℃×1道水洗,排液,80℃×1道水洗,排液,冷水×1道水洗,排液。
注意事項:
a.控制好張力,不要大于2公斤張力,否則容易使布與擴幅桿的摩擦力增大造成擦傷。
b.布速控制在80米/分鐘,太快容易造成精練不透,因為PTT織物結構較密,厚度較大,速度快容易導致帶液不勻。
c.不要斜線升溫(邊走邊升),要走完一道后再升,否則兩頭受熱不一導致收縮一,導致寬窄門幅。
d.卷染缸不要選擇直接加熱式,要選間接加熱式(有熱交換裝置的),因為直接加熱的在加熱時會有較大的蒸汽直接將張力較小的布沖皺而使布邊產生折皺印。
1.4 冷堆退漿
配制冷堆工作液:退漿劑DM-1320:2-3 g/L,除油劑DMA-112:1 g/L,滲透劑DM-1260:0.5 g/L,NaOH:10-15g/L。
冷堆,堆置24-48小時,進卷染機或水洗機水洗。
注意事項:
a.滲透劑要耐堿型的。
b.冷堆時間要到位,淺顏色的堆置時間相對延長。
c.后續水洗非常重要,因為冷堆時有較高濃度的液堿,充分滲透到纖維內部,不充分水洗的話,易導致后續染色色花和堿斑漬,其水洗程度要強于比普通退漿過程的水洗。
2 染色
PTT 纖維的玻璃化溫度為55℃,比PET纖維(81℃)低26℃左右, 其染色性能優于PET 纖維,故其起染溫度不要太高。PTT纖維的較高染色溫度在115℃左右,特深色在120℃,具體工藝詳見如下:
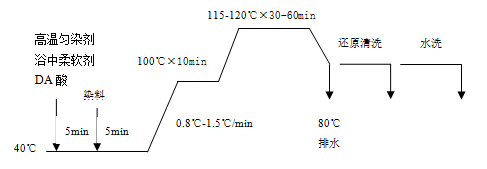
處方:
低溫型分散染料 X%
高溫勻染劑DM-2115 0.3-0.5g/L
浴中柔軟劑DXB-626 1-2 g/L
染色酸DA調節pH 4.5-5.5
酸性還原清洗劑DM-1559 1.5 g/L
注意事項:
a.控制好噴嘴大小與壓力,防止擦傷。
b.始染溫度不要太高,以不高于40度為準。
c.升溫降溫速率不要太大,因為PTT屬于熱縮性纖維,對它而言,是熱縮冷縮,這兩個速率控制不好,容易出現碎玻璃縐,另外升溫快容易導致色花。
d.染色溫度不要高于120度,否則容易破壞纖維的彈性。
e.盡量做到少加色,少產生病疵,因為每復修一次就會增大擦傷的幾率。
f.中深色還原清洗時,溫度降至80度,染色水排一半,加0.5g/L冰醋酸,80度處理30分鐘,與傳統工藝比較,達到節能降耗的目的。
h.染后不要堆放太長時間,要脫水開幅定型防風干印。
3 后整理
后整理可以根據客戶需求做出多種復合多功能整理,像防紫外,抗菌防臭,防水透氣,抗靜電等,定型溫度在130-150℃×30-40秒,溫度太高容易破壞纖維的彈性,使手感發硬。
4 PTT纖維的市場前景
PTT纖維是較新實現工業化開發并取得重大成功的改性聚酯產品,由于它具備現有常用化學纖維的優點與一體的特殊性,加上適應于規模化工業生產的優越條件,將成為具有多種應用領域的一種大類纖維,發展前途廣闊。
由于PTT 纖維的優越性能,我國于近幾年也開始了PTT 纖維的研究和生產應用。據中國化纖協會統計,目前國內PTT 長絲需求量為10 萬噸/年,而生產能力僅1.5萬噸/年,大部分依靠進口。另外要提高PTT的附加值,如纖維差別化包括十字形、三葉形、五葉形、中空等,及功能化包括抗紫外、抗靜電和抗菌防臭等處理,以推動PTT市場發展。
 |
聯系我們 Contact Us
如果您對我公司產品有任何疑問,請致電 |
 |
客戶服務 Customer Service
免費服務溫馨體貼:免費提供設計方案、免費提供安裝指導。 |
 歡迎掃描關注微信公眾號 |
