一、引言
印染業屬于技術密集型產業,穩定及高質量產品是以先進的技術及裝備作為保證,所以需要運用高新技術,大力提升技術改良程度并加快技術進程,以及淘汰技術落后的設備。為加強印染新技術、新設備的推廣,在引進先進的漂、印、整設備時,更應該注重國產設備新技術的推廣應用,熱風拉幅定型機作為印染后的重要整理設備更應該推崇其控制技術國產化。

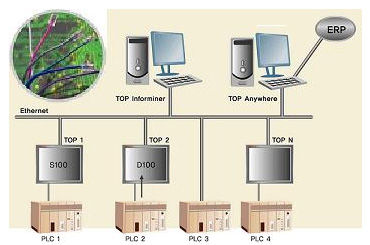
XTOP 觸摸屏是韓國M2I公司新推出的高功能系列產品, 該系列XTOP除有3個串口外還可以通過自帶以太網口(100M)、USB接口、無窮擴充的CF卡接口進行高速下載、上載程序、報警和配方等信息,該屏擁有超大的視角范圍,高達1024*768的分辨率可以顯示更多的信息;擁有三個USB接口(前面板1個USB Device 后面板1個USB Device 1個USB Host)和高達12MB的自帶內存;可以通過以太網(圖2)實現遠程監測和監制、實時報警監控、1:N傳送、屏與屏之間實現數據共享、收集日志、報警等信息并建立日報,可支持用戶自定義報告格式(MSWord、Excel)也可結合其他系統(ERP、Groupware)輸出( Excel、XML、TEXT)。
二、設備工藝要求
布匹在染色完成后,需要在烘房中進行高溫整定,以達到布面平整,布幅寬度達到一致的要求。為此,布匹必須在承受一定橫向張力的條件下進進烘房定型,于是對布幅寬度控制有嚴格的要求,布幅終極成型寬度便是通過門幅寬度調整來進行控制。
三、門幅控制系統
傳統的門幅控制是通過人工反復調節,丈量,終極核定,這種落后的調節方式已經不能滿足日趨進步的工藝需要,為此,門幅的自動化控制便顯得很有意義。
定型機門幅數目根據生產工藝的不同而有差異(一般為三至八個),本方案以四個門幅進行硬件配置,門幅電氣控制原理圖如下,圖(3):
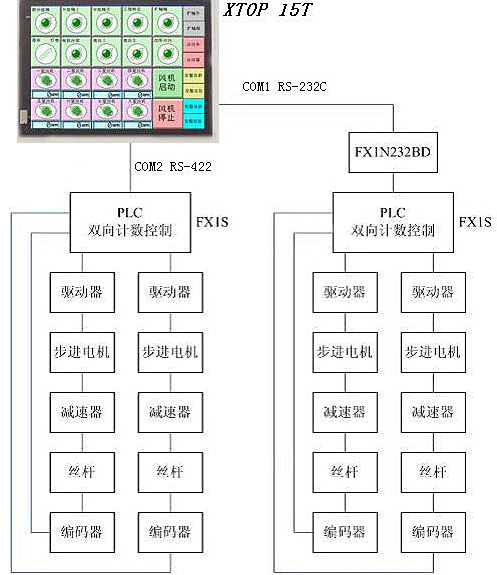
其中,觸摸屏需要和2個PLC通訊,為此使用了M2I公司的雙通訊協議,XTOP15T的COM2口使用RS-422直接與一個三菱公司的FX1S PLC通訊,另一個PLC通過FX1N-232BD通訊模塊將RS-422轉換為RS-232C的后再與XTOP 15T的COM1口相連,觸摸屏編程時在軟件上選擇雙通訊功能即可。作為控制單元的可編程控制器選用三菱FX1S PLC兩臺,控制系統中還包括通訊模塊FX1N-232BD一個,步進電機及其驅動器四套,旋轉編碼器四個等。
通過XTOP 15T觸摸屏設定所需門幅的寬度,而PLC與編碼器反饋確當前實際寬度進行比較,然后PLC進行計算,控制變頻器,較后電機通過減速機調節門幅絲桿的正反轉,從而調整門幅的寬度。主要計算公式如下:
編碼器反饋脈沖數*螺距/編碼器線數=實際寬度;
目標寬度-實際寬度=調節量;
調節量/步進電機單位進給量=步進電機執行數;
終極由PLC控制步進電機實現門幅自動閉環控制。
四.傳送和噴風系統
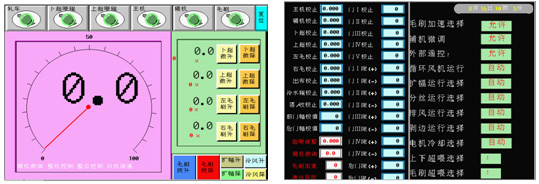
該控制系統采用交流變頻技術、數字通訊技術,工藝參數均在觸摸屏上設置、貯存,PLC控制變頻器同步調速,各主動單元同步精確,各工藝參數實現在線檢測與監控;烘房結構高效節能、烘房采用積木式設計、安裝快捷、維修保養方便;織物傳送系統采用交流變頻分電源調速系統,在恒轉矩負載條件下達到1:10的調速范圍,各單元的速度命令均由觸摸屏控制PLC然后發送到變頻器,按所需的工藝要求控制電機運行于給定的車速下,數字量控制,同步精度高;在進布區橋架上設有XTOP 15T觸摸屏(人機界面)設定及顯示工藝數據和故障報警。如下圖:
烘房采用高效節能的雙風道熱風循環系統,上下氣流量可設定為任何需要的比率,氣流量大小由觸摸屏設定。獨特的噴嘴能負氣流均勻地作用在織物上,噴出的氣流能產生特殊的氣墊,使織物產生松弛的效果。
五、結束語
實踐證實,韓國M2I公司XTOP 15T觸摸屏在拉幅定型機門幅控制系統中的應用是成功的。使用觸摸屏后,直觀的顯示方式,超大的顯示范圍和便捷的操縱方法提供了良好的人機交互界面;同時通過XTOP 15T和PLC之間采用雙通訊的控制方式大大減少了原來系統的配線,系統集成度大大進步。總之,XTOP 15T觸摸屏大大進步了熱風拉幅定型機的自動化水平同時,也為國內印染行業的自動化改造提供了解決方案,具有良好的推廣價值
 |
聯系我們 Contact Us
如果您對我公司產品有任何疑問,請致電 |
 |
客戶服務 Customer Service
免費服務溫馨體貼:免費提供設計方案、免費提供安裝指導。 |
 歡迎掃描關注微信公眾號 |
