一、前言
定型機是用于工業制造定型用的機器,定型機按種類可分為:鞋面定型機,襪子定型機,面料定型機。熱定型機末道收卷如果有張力錐度控制的要求,一般解決辦法比較困難。張力控制專用變頻器AC90有很高精度的控制能力,加上專為卷繞行業開發的張力控制專用程序,能很好地解決這個問題。
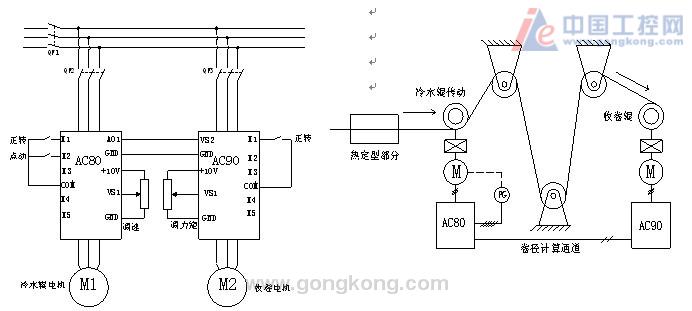
熱定型機收卷機前級為冷水輥,采用AC80高性能矢量控制變頻器,恒速度控制,電機上裝有編碼器,既用冷水輥驅動器的速度反饋作閉環控制。收卷控制的織物線速度由冷水輥變頻器的模擬量輸出口提供。收卷卷筒空筒時直徑約為200毫米,滿筒時為1400毫米,卷徑變化達7倍之余。在整個收卷過程中隨著卷徑的不斷增大需給收卷電機提供更大的轉矩。收卷卷筒采用AC90張力控制專用變頻器,中間裝有張力檢測輥可作為斷線信號。
AC90張力控制專用變頻器較關鍵的功能是卷徑計算、轉矩補償以及張力錐度。一般卷徑有3種檢測方式,第一種方式為傳感器直接測量,由于需要現場安裝傳感器,成本會提高,而且故障率增加,所以實際一般較少采用;第二種方式為厚度積分法,優點是控制簡單,但是缺乏靈活性,當產品品種變化時需要調整參數;第三種方式為線速度計算法,通過檢測線速度檢測輪的轉速和卷筒的轉速就能算出卷筒的當前直徑。這種辦法計算精度較高,而且由于線速度檢測和卷筒轉速檢測本來就是系統中已有的,本系統中采用冷水輥驅動變頻器A0口輸出模擬量的形式提供,在實際現場中也是采用得較多一種方法。
有了卷筒直徑,就能根據張力和錐度設定給出張力錐度的設定值。AC90的張力錐度設定值在F7.09設定,若收卷直徑達到F0.10所設定的值則加入張力錐度系數。當張力錐度設為0時,表示恒張力,張力設定值與卷徑無關;當張力錐度設為100%時,表示恒轉矩,卷徑每增加一倍張力就減小一半。
三、調試說明
1)冷水輥驅動變頻調試
請正確輸入電機參數實施自學習,輸入脈沖編碼器線數,將控制方式設置為帶PG矢量控制。先不上織物或線材,卷筒處于空筒狀態,然后開機,監控輸出電流值,若電流值偏大或者出現過電流情況請調換編碼器A,B相序。
2)收卷變頻調試
將織物或線材按正常生產方式裝到設備上,通過電位器或鍵盤數字給定試探性的設置一個合理的轉矩給定值,直到使材料正常繃緊而張力又能正好滿足需求張力。設定張力錐度注入的卷徑值以及其他轉矩補償值,張力錐度系數一般設置為5%~10%,此時開機即能正常運行。若在加減速時出現抖動可調節轉矩加減速時間解決。
四、接線圖及參數設置
主拉變頻器參數設置
功能代碼
功能名稱
設定值
首先請對電機進行參數自整定
F0.00
控制方式
0
F0.01
速度/轉矩控制方式
0
F0.02
運行命令通道
1
F0.03
頻率給定主通道
2
F2.00
多功能端子
1
F2.01
多功能端子
4
F3.15
AO1輸出選擇
1
F3.17
AO1零刻度調整
根據現場設置
F3.19
AO1滿刻度調整
根據現場設置
收卷變頻器參數設置
功能碼
功能碼名稱
設定值
功能碼
功能碼名稱
設定值
F0.00
控制方式
0
F0.01
速度轉矩控制方式
1
F0.02
運行命令通道
1
F0.03
頻率給定主通道
0
F0.09
較大輸出頻率
50
F0.11
上限頻率數字設定值
50
F0.10
上限頻率源選擇
3
F0.18
減速時間1
根據現場設置
F3.00
VS1下限值
實測
F3.02
VS1上限值
實測
F3.05
VS2下限值
實測
F3.07
VS2上限值
實測
F7.00
轉矩給定主通道
0002
F7.01
轉矩鍵盤數據給定
100%
F7.06
輸出轉矩上限
100
F7.08
轉矩補償設置選擇
1
F7.09
轉矩錐度系數
根據現場設置
F7.15
靜摩擦補償
根據現場設置
F7.16
滑動摩擦補償
根據現場設置
F7.17
轉動慣量補償
根據現場設置
五、結束語
用變頻器實現的熱定型機收卷電氣系統在整個運行過程中平穩可靠,為該類企業贏得了良好的經濟效益。張力控制專用變頻器的巨大性能優勢也贏得了客戶的認可。