熱風拉幅定型機是印染廠的后整理設備,織物在印染加工過程中,織物的經向和緯向會有不同的程度拉長或收縮(與織物的品種有關),所以在后整理過程中必須對織物進行高溫拉幅定型,消除織物內應力,協調經紗、緯紗的排列狀態,使織物表面平整、穩定。
拉幅定型機主要的控制項目:
1、各烘箱溫度控制(溫度控制目前各機械設備廠家均有成熟的控制方案,本文不再闡述。
2、主機與上超喂、下超喂、左右毛刷的同步控制。
3、主機與出布落布的同步控制。
4、主機與軋車烘燥等同步控制。
5、織物拉幅寬度的調節與控制。
6、緯斜的調整與控制(主要針對主機兩邊鏈條使用日久后,因機械磨損而造成兩條鏈條的緯斜)。
本文主要介紹幾款專用控制器在拉幅定型機上的應用,本方案具有抗干擾能力強,同步控制精度高,安裝簡單,方便,便于售后服務等特點。
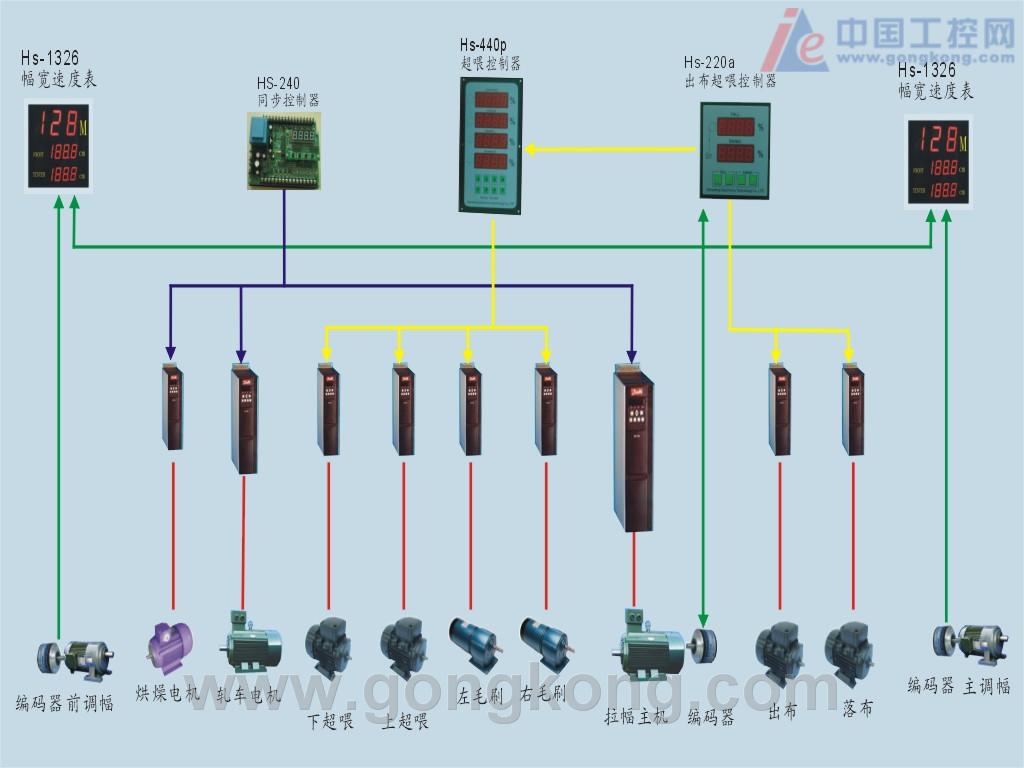 控制器的應用簡介:
控制器的應用簡介:
一、 HS-440超喂控制器在主機與上下超喂.毛刷的同步控制
HS-440P超喂控制器是在韓國定型機超喂控制器的基礎上增加了倍頻電路,F/V變換電路,左右毛刷分開控制等功能,使控制器的適用范圍更廣,控制器的基本原理:在主機的花鍵軸或相應位置安裝測速用光電編碼器,采集的信號以作為超喂控制器的主同步信號,控制器根據上下超喂.毛刷設定的百分比例,直接輸出相應比例的脈沖同步信號,百分比例采用硬件系數乘法,沒有類似于PLC采集信號的周期,與程序自身運行周期造成的時間延遲,快速有效地跟蹤主機的速度,信號的輸出有脈沖列輸出和模擬量輸出兩種方式,現有的變頻器很多支持脈脈沖列作為速度的主令信號,可以與超喂控制器直接連接使用,模擬量輸出可以與各個型號的變頻器連接。左右毛刷分開控制,可以解決主機鏈條左右長度不一造成的緯斜的調整。
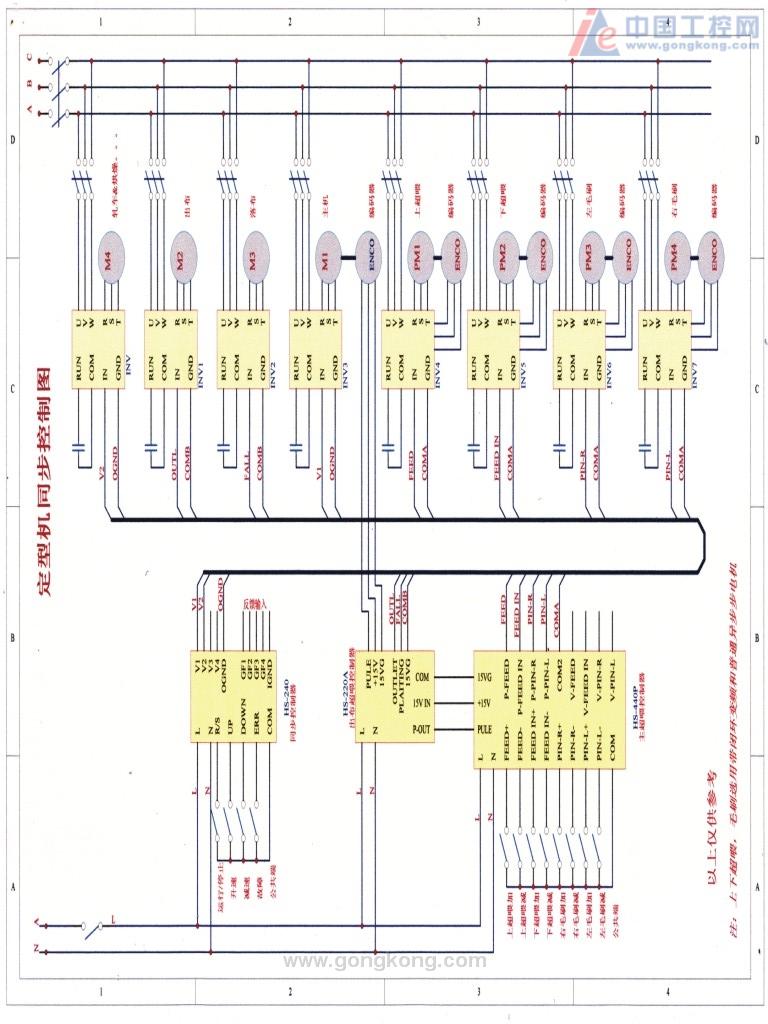
上超喂.下超喂.左右毛刷的同步控制:一、永磁同步電機加變頻器開環控制方案。
2、變頻器加異步電機加光電編碼器的閉環控制方案,兩種方案皆可獲得較高的控制性能和指標,完全能滿足定型機高精度的同步控制要求(附定型機同步控制圖可供參考)。
主要技術指標:
脈沖輸入頻率:100HZ-150KHZ
脈沖輸出頻率:10KHZ MAX
模擬量輸出:0-10V DC
電源電壓:170-240V AC
外形尺寸:310X190X60MM
二、HS-220A出布超喂控制器在主機與出布、落布的同步控制
HS-22A出布超喂控制器的工作原理與HS-440P超喂控制器的工作原理基本相同,這里不再重述。
主要技術指標:
脈沖輸入頻率:100HZ-150KHZ
脈沖輸出頻率:10KHZ MAX
電源電壓:170-240V AC
外形尺寸:100X100X65MM
三、HS-1326幅寬速度表在拉幅幅寬與速度顯示上的應用
HS-1326幅寬速度表:主要有一路3位3寸數碼管顯示主機速度。
2路1.8寸數碼管,4位正反計數器可顯示入口幅寬和拉幅幅寬,內帶小數點位設定和比例系數設定,顯示清晰直觀、可安裝于烘箱入口與烘箱出口,便于工人調節。
主要技術指標:
脈沖輸入頻率:<2KHZ
幅寬顯示范圍:0-9999
速度表信號輸入:0-10V DC
速度表顯示范圍:0-199M/Y
電源電壓:170-240V AC
外形尺寸:310X280X70MM
四、HS-240同步控制器的應用
HS-240同步控制器,具有內部給定和外部給定兩種方式,每路信號參考源可以選擇外部信號或內部給定信號,內部給定信號可由外端子開關按鈕控制,內部算法有疊加和乘積兩種方式,可以用于定型機的主機升降速和軋車.烘噪的同步控制。
主要技術指標:
A/D轉換精度:1/1024,10bit
反饋輸入電壓:0-10V DC
模擬量輸出:0-10V DC
電源電壓:170-240V AC
外形尺寸:160X120X60MM
 |
聯系我們 Contact Us
如果您對我公司產品有任何疑問,請致電 |
 |
客戶服務 Customer Service
免費服務溫馨體貼:免費提供設計方案、免費提供安裝指導。 |
 歡迎掃描關注微信公眾號 |
